

 English
English Español
EspañolЧто такое программирование ЧПУ? Программирование ЧПУ — это процесс написания набора ...
ЧИТАТЬ ДАЛЬШЕ
Фрезы, используемые на вертикально-фрезерных станках: полное руководство
Контент
- 1 Наиболее распространенные фрезы, используемые на вертикально-фрезерных станках
- 2 Почему выбор фрезы на вертикальных обрабатывающих центрах имеет большее значение, чем думают люди
- 3 Концевые фрезы: определяющая фреза для вертикальных обрабатывающих центров
- 4 Торцевые и насадные фрезы: эффективное покрытие больших площадей поверхности
- 5 Специализированные фрезы регулярно встречаются на вертикальных обрабатывающих центрах
- 6 Режущие материалы: что на самом деле работает в современных VMC
- 7 Подбор фрезы к материалу на вертикальных обрабатывающих центрах
- 8 Системы инструментальной оснастки и их влияние на производительность фрезы
- 9 Как характеристики вертикального обрабатывающего центра влияют на выбор фрезы
- 10 Практическое руководство по выбору фрезы для обычных операций VMC
- 11 Понимание геометрии фрезы: канавки, спираль и передняя часть
- 12 Стратегии высокоскоростной обработки и требования к резцам на VMC
- 13 Создание эффективной стандартной библиотеки инструментов для VMC
Наиболее распространенные фрезы, используемые на вертикально-фрезерных станках
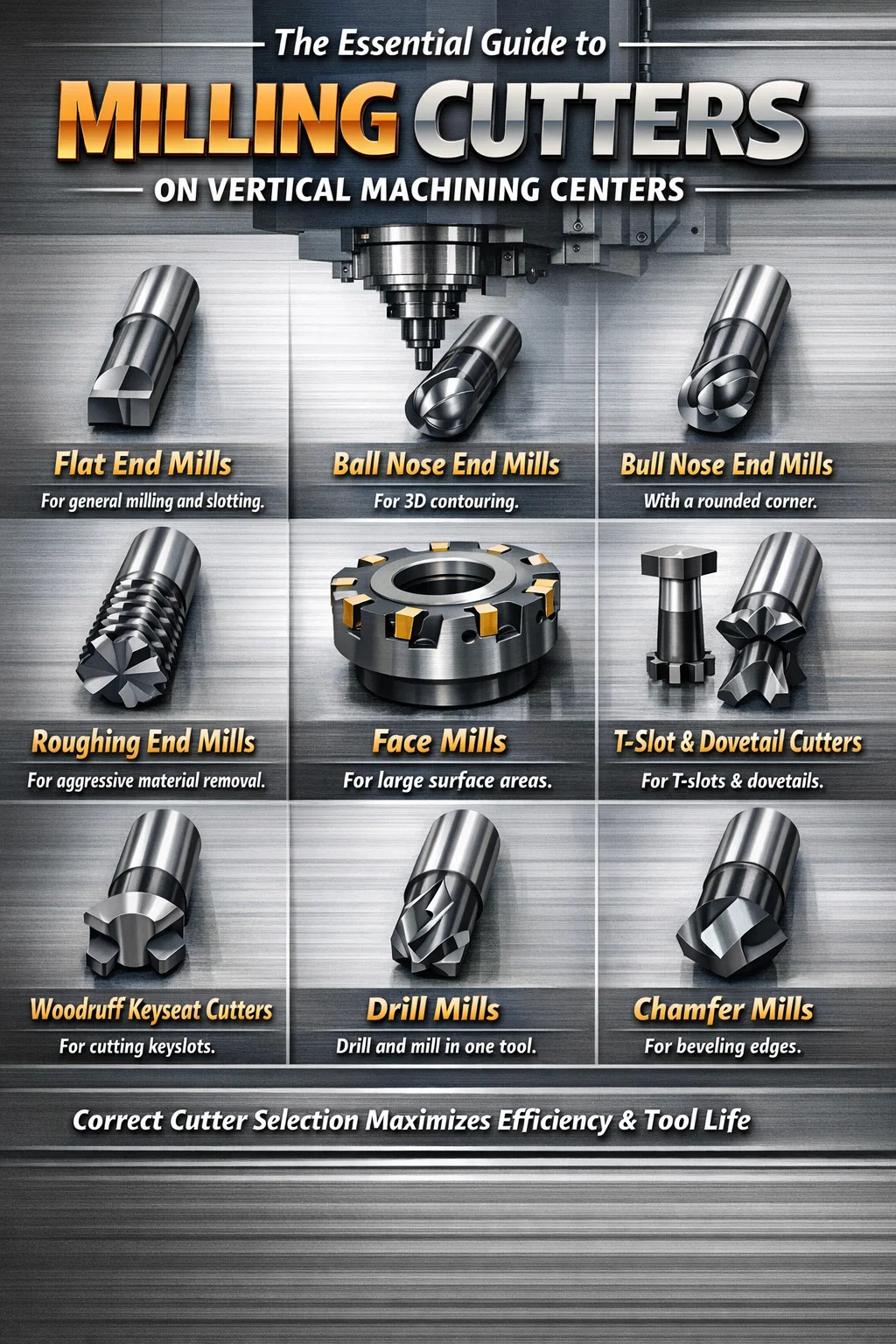
Наиболее часто используемые фрезы на вертикально-фрезерном станке: концевые фрезы . На эти инструменты приходится большая часть операций резания, выполняемых на вертикальных обрабатывающих центрах (VMC), начиная от периферийного фрезерования и прорезания пазов до профилирования, контурной обработки и фрезерования карманов. Их конструкция — с режущими кромками как на кончике, так и по бокам — делает их уникально подходящими для вертикальной ориентации шпинделя, которая определяет эти машины.
Тем не менее, вертикально-фрезерные станки и VMC обычно используют более широкую линейку фрез в зависимости от конкретной операции. Торцевые фрезы преобладают при обработке больших плоских поверхностей, а сферические фрезы выполняют трехмерную контурную обработку. Сверла, фрезы с Т-образными пазами, фрезы «ласточкин хвост» и фрезы «ласточкин хвост» занимают определенные ниши. Понимание того, какой фрезерный станок выполняет какую задачу и почему, имеет основополагающее значение для эффективной работы VMC и производства деталей с точными размерами.
В этом руководстве представлен полный набор инструментов, используемых вертикальные обрабатывающие центры , объясняет геометрию и физику каждого типа фрезы и предоставляет практические данные, необходимые для принятия обоснованных решений по выбору инструмента.
Почему выбор фрезы на вертикальных обрабатывающих центрах имеет большее значение, чем думают люди
Вертикальный обрабатывающий центр располагает шпиндель перпендикулярно рабочему столу. Инструмент направлен вниз и перемещается по осям X, Y и Z — иногда с дополнительными поворотными осями на 4- или 5-осевых VMC. Такая геометрия создает определенные преимущества и ограничения, которые напрямую влияют на выбор фрезы.
Поскольку шпиндель расположен вертикально, фрезы должны воспринимать осевые силы (прижимающие к заготовке) и радиальные силы (толкающие вбок при движении инструмента). Концевые фрезы, например, оптимизированы для одновременного управления обоими процессами. В горизонтальном станке используется совершенно другая геометрия фрезы — боковые фрезы, установленные на оправке, и насадные фрезы, которые используют преимущества горизонтального распределения силы.
На вертикальном обрабатывающем центре фреза, неподходящая для данной работы, не только приводит к ухудшению качества поверхности — она может сломать инструменты, повредить шпиндели, выбросить дорогие детали и создать угрозу безопасности. Одна только поломка инструмента обходится среднему механическому цеху в 5–15 % от общего бюджета инструмента в год. Во многом это можно предотвратить путем правильного выбора фрезы.
Современные VMC также работают на гораздо более высоких скоростях шпинделя, чем старые коленные фрезы. Вертикальный обрабатывающий центр с ЧПУ может вращать шпиндель со скоростью от 10 000 до 30 000 об/мин или выше в конфигурациях высокоскоростной обработки. На этих скоростях баланс фрезы, геометрия и материал становятся критическими переменными, которые влияют как на стойкость инструмента, так и на качество детали.
Концевые фрезы: определяющая фреза для вертикальных обрабатывающих центров
Концевые фрезы для вертикальных обрабатывающих центров являются тем же, чем поварской нож для кухни: инструментом, который выполняет самый широкий спектр работ и к которому операторы обращаются в первую очередь. Их универсальность обусловлена геометрией: винтовые канавки охватывают корпус инструмента и доходят до кончика, обеспечивая возможность как периферийной, так и торцевой резки.
Плоские концевые фрезы (квадратные концевые фрезы)
Плоская или квадратная концевая фреза имеет угол на конце 90 градусов и является наиболее широко используемой фрезой в среде VMC. Он создает острые внутренние углы, ровные полы и чистые вертикальные стены. Общие приложения включают в себя:
- Карманное фрезерование с плоскими полами
- Боковое фрезерование и периферийное профилирование
- Полнопроходная резка и обработка шпоночных пазов
- Фрезерование уступов и особенности ступеньки
- Торцевое фрезерование на меньших поверхностях, когда торцевая фреза недоступна
Фрезы с плоским концом доступны в конфигурациях с 2, 3, 4, 5, 6 канавками и выше. Для алюминия и мягких материалов предпочтительны конструкции с двумя канавками. поскольку более крупные отверстия для стружки эффективно очищают материал. Четыре канавки и выше являются стандартными для стали и более твердых материалов. где нагрузка стружки на канавку ниже, но качество поверхности лучше.
Твердосплавные фрезы с плоским концом в конфигурации с 4 канавками являются единственным наиболее часто используемым режущим инструментом в большинстве мастерских, использующих вертикальные обрабатывающие центры. В типичном магазине стандартный запас будет поддерживать диапазон от 1/8 дюйма (3 мм) до 1 дюйма (25 мм).
Сферические концевые фрезы
Концевые фрезы со сферическим концом имеют полусферический наконечник вместо плоской поверхности. Такая геометрия позволяет им обрабатывать скульптурные трехмерные поверхности, радиусы и контурные профили, которые не могут быть изготовлены фрезами с плоским концом. На вертикальных обрабатывающих центрах, оснащенных 3- или 5-осевым управлением ЧПУ, сферические фрезы необходимы для:
- Полости пресс-форм и штампов сложной кривизны
- Конструкционные элементы аэрокосмической отрасли со свободной геометрией
- Поверхности медицинских имплантатов, требующие гладкой поверхности
- Чистовая обработка поверхностей, обработанных в 3D
- Сглаживание радиусов между плоскими поверхностями
Качество поверхности, достижимое с помощью сферической фрезы, сильно зависит от расстояния шага. Шаг в 10 % (10 % диаметра инструмента между каждым проходом) дает высоту гребешка примерно в 100 раз меньше, чем шаг в 30 %. по той же геометрии. При изготовлении пресс-форм высокого класса стандартными для чистовых проходов являются небольшие переходы в размере 2–5%.
Концевые фрезы с бычьим концом (угловой радиус)
Концевые фрезы с закругленной головкой сочетают в себе возможность плоского днища с небольшим радиусом на углу вместо острой кромки под углом 90 градусов. Радиус угла — обычно от 0,010 до 0,125 дюйма (от 0,25 до 3 мм) — значительно увеличивает срок службы инструмента по сравнению с концевыми фрезами с острыми углами. Угол — наиболее уязвимое место фрезы с плоским концом; добавление даже небольшого радиуса распределяет силы резания по большей длине кромки.
Обычно сообщается об увеличении срока службы инструмента на 200–400 % по сравнению с концевыми фрезами с острыми углами. при переходе на инструменты с угловым радиусом при обработке стали и нержавеющей стали. Многие высокопроизводительные цеха VMC стандартизировали фрезы с закругленным концом для большинства черновых и получистовых работ, оставляя инструменты с острыми углами только там, где геометрия детали требует истинного внутреннего угла в 90 градусов.
Черновые концевые фрезы (мельницы для початков кукурузы)
Концевые фрезы для черновой обработки имеют зубчатую или волнистую режущую кромку, которая разбивает стружку на более мелкие сегменты. Это снижает силы резания, обеспечивает более высокие скорости подачи и выделяет меньше тепла, чем стандартная концевая фреза, обеспечивающая эквивалентную глубину резания. Компромиссом является грубая обработка поверхности — эти инструменты предназначены исключительно для удаления материала, а не для точности размеров или качества поверхности.
На вертикальном обрабатывающем центре, удаляющем большие объемы материала из стальных заготовок, концевая фреза для черновой обработки может резы на всю ширину на глубине резания, равной диаметру инструмента — то, чего стандартная концевая фреза не может выдержать без сильного отклонения инструмента и потенциальной поломки. После черновой обработки чистовые концевые фрезы доводят деталь до окончательных размеров.
Торцевые и насадные фрезы: эффективное покрытие больших площадей поверхности
Когда VMC необходимо обработать большую плоскую поверхность — торцовку заготовки, придание квадратной формы блоку или подготовку базовой поверхности — торцевые фрезы являются наиболее эффективным инструментом для этой работы. Торцевая фреза представляет собой корпус фрезы большого диаметра, на периферии которого установлено несколько сменных твердосплавных пластин. Вставки выполняют резку, а когда они изнашиваются, их просто поворачивают или заменяют, не меняя корпус инструмента.
Торцевые фрезы, используемые на вертикальных обрабатывающих центрах, обычно варьируются от От 2 до 8 дюймов (от 50 до 200 мм) в диаметре , хотя для шпиндельных станков большого диаметра существуют корпуса большего размера. 4-дюймовая торцевая фреза с 5 пластинами, режущая низкоуглеродистую сталь со скоростью 500 SFM, может удалять материал со скоростью, для достижения которой потребовалось бы несколько проходов цельной концевой фрезы.
Угол подъема и его влияние на качество поверхности
Торцевые фрезы бывают с разными углами в плане: 45 градусов, 90 градусов (квадратное уступ) и с большой подачей (малый угол в плане, иногда 10–17 градусов). Угол подъема влияет на контакт пластины с материалом:
- Отведение под углом 45 градусов: Самая распространенная торцевая фреза общего назначения. Равномерно распределяет осевые и радиальные силы резания. Хорошее качество поверхности и умеренное утончение стружки.
- 90 градусов (квадратное плечо): Позволяет одновременно обрабатывать вертикальные стены и плоские полы. Создает настоящие плечи под углом 90 градусов. Более высокие радиальные силы, чем у типов с углом 45 градусов.
- Большая подача/малый угол подъема: Разработан для максимальной скорости подачи на небольшой глубине. Малый угол подъема направляет силы резания в осевом направлении на шпиндель, уменьшая отклонение. Чрезвычайно эффективен на VMC с менее жесткими настройками.
Shell Mills против Face Mills
Насадные фрезы — это родственный тип фрезы, который крепится на оправке, а не непосредственно на конусе шпинделя. Чаще всего они используются на вертикальных коленных мельницах и старых ручных станках. На современных вертикальных обрабатывающих центрах с ЧПУ с CAT40, BT40, HSK63 или аналогичными системами крепления инструмента торцевые фрезы со встроенными хвостовиками или адаптерами встречаются гораздо чаще, чем насадные фрезы. Это различие имеет значение, прежде всего, при поиске инструментов для старого оборудования.
Специализированные фрезы регулярно встречаются на вертикальных обрабатывающих центрах
Помимо концевых и торцевых фрез, вертикальные обрабатывающие центры регулярно используют ряд специализированных фрез для выполнения определенных функций, которые инструменты общего назначения не могут эффективно или вообще не могут быть изготовлены.
Фрезы с Т-образными пазами
Фрезы для Т-образных пазов имеют узкую шейку и более широкую режущую головку, предназначенную для обработки горизонтальной подрезки, образующей дно Т-образного паза. Эти особенности появляются на столах станков, крепежных пластинах и механических компонентах, где Т-образные гайки или болты должны скользить и фиксироваться. Фреза входит в паз, уже прорезанный концевой фрезой, а затем погружается вбок, чтобы расширить основание.
Фрезы с Т-образными пазами очень чувствительны к эвакуации стружки. Ограниченное пространство для резки легко задерживает стружку, а повторная резка стружки является основной причиной поломки фрезы с Т-образными пазами. Низкая подача, высокая скорость шпинделя и обильный подвод СОЖ имеют важное значение. при использовании этих инструментов на VMC.
Фрезы «ласточкин хвост»
Фрезы «ласточкин хвост» производят угловые подрезы для направляющих «ласточкин хвост», элементов зажима «ласточкин хвост» и некоторых конструкций креплений. Доступны в основном под углом 45 и 60 градусов. Эти фрезы также входят в предварительно обработанный паз. Как и в фрезах с Т-образными пазами, очистка от стружки является основной эксплуатационной задачей. Твердосплавные фрезы «ласточкин хвост» обеспечивают значительно лучшую производительность, чем версии из быстрорежущей стали при обработке закаленных материалов.
Фрезы для шпонок Woodruff
Фрезы для шпонок Woodruff обрабатывают полукруглые пазы, в которые можно установить шпонки Woodruff (полумесяца) на валах и в отверстиях. На вертикальном обрабатывающем центре эти фрезы работают, врезаясь в боковую часть вала, удерживаемого в тисках или вращающемся приспособлении. Размер фрезы соответствует стандартным размерам шпонок для ясменников — размеры стандартизированы как в дюймовой, так и в метрической системе: от № 204 (ширина 1/16 дюйма, диаметр 1/2 дюйма) до гораздо больших размеров.
Буровые мельницы
Сверла сочетают в себе функции концевой фрезы и сверла в одном инструменте с заостренным центром, который позволяет выполнять как погружное сверление, так и периферийное фрезерование. Они полезны для создания карманов без предварительно просверленного входного отверстия и для снятия фасок с краев отверстий. Однако они не заменяют ни специальные сверла (которые быстрее выполняют сверление), ни концевые фрезы (которые более эффективны при боковом резании). Их ценность заключается в сокращении количества смен инструментов в операциях, где обе возможности необходимы в одном и том же месте.
Летающие резаки
Летучий резак представляет собой одноточечный инструмент, установленный во вращающемся корпусе. Одно режущее сверло из быстрорежущей стали или твердого сплава выступает из корпуса, описывая большую дугу. Летучие фрезы недороги и способны обеспечить чрезвычайно чистую обработку плоских поверхностей — часто лучше, чем торцевые фрезы с несколькими пластинами — но они должны работать на очень низких скоростях подачи из-за единственной точки резания. Они чаще встречаются на ручных вертикальных коленных фрезах, чем на VMC с ЧПУ, где торцевые фрезы работают быстрее и с большей повторяемостью.
фасочные фрезы
Фрезы для снятия фасок создают угловые резы (фаски) на кромках и отверстиях. На станках VMC они запрограммированы обходить профили деталей, ломая острые кромки, которые в противном случае были бы опасны и склонны к образованию заусенцев. Большинство фасок фрез доступны в версиях с углом 60, 82, 90 и 120 градусов. Правильно запрограммированный проход для снятия фаски в конце цикла VMC полностью исключает ручное удаление заусенцев на многих деталях. , что позволяет значительно сэкономить рабочее время в производственных условиях.
Резьбовые фрезы
Резьбовые фрезы используются в вертикальных обрабатывающих центрах с ЧПУ для нарезания внутренней и внешней резьбы путем перемещения по винтовой траектории. В отличие от метчиков (которые также работают на VMC), резьбофрезеры могут производить резьбу с любым шагом в пределах диапазона диаметров, нарезать резьбу в твердых материалах, где метчики имеют тенденцию ломаться, и нарезать резьбу в глухих отверстиях без проблем с реверсом, связанных с нарезанием резьбы. В титане и закаленных сталях с твердостью выше 45 HRC резьбофрезерование часто является единственным практичным методом нарезания резьбы. .
Режущие материалы: что на самом деле работает в современных VMC
Материал, из которого изготовлена фреза, оказывает такое же влияние на производительность, как и ее геометрия. Вертикальные обрабатывающие центры развивались вместе с режущими инструментальными материалами, и инструменты, работающие на современных высокоскоростных VMC, мало похожи на то, что было стандартом 30 лет назад.
| Материал | Твердость (HRC) | Макс. Температурное сопротивление | Основное приложение | Относительная стоимость |
|---|---|---|---|---|
| Быстрорежущая сталь (HSS) | 62–67 | ~600°С | Малообъемные, мягкие материалы, ручные мельницы | Низкий |
| Кобальт HSS (M42) | 66–70 | ~650°С | Нержавеющая сталь, более твердые сплавы на более низких скоростях | Низкий–Medium |
| Твердый карбид | 70–75 | ~900°С | VMC с ЧПУ, все материалы, высокие скорости | Средний–высокий |
| Карбидное покрытие TiAlN | 70–75 (подложка) | ~1100°С (покрытие) | Сталь, нержавеющая сталь, чугун на ВМК | Высокий |
| PCD (поликристаллический алмаз) | ~9000 ВН | ~700°С | Цветной металл, композитный алюминий с высоким содержанием кремния | Очень высокий |
| CBN (кубический нитрид бора) | ~4500 ВН | ~1400°С | Закаленная сталь, суперсплавы | Очень высокий |
Цельные твердосплавные концевые фрезы доминируют в среде VMC не зря. Их сочетание твердости, термостойкости и жесткости (твердый сплав примерно в три раза жестче стали) позволяет им работать со скоростями резания, в 3–5 раз превышающими скорости их эквивалентов из быстрорежущей стали. В производственной среде VMC, где время шпинделя является ограничивающим ресурсом, это преимущество в скорости напрямую влияет на производительность и прибыльность.
Покрытия значительно продлевают срок службы твердосплавного инструмента. TiAlN (нитрид титана и алюминия) является наиболее широко используемым покрытием при обработке стали и нержавеющей стали на VMC, поскольку оно образует слой оксида алюминия при температурах резания, действуя как тепловой барьер. AlTiN (вариант с высоким содержанием алюминия) продвигает эту идею еще дальше. Покрытия ZrN и TiB2 предпочтительны для материалов цветных металлов, таких как алюминий и медь, где TiAlN может вызвать адгезию материала.
Подбор фрезы к материалу на вертикальных обрабатывающих центрах
Материал заготовки — это основная переменная, которая определяет не только материал и покрытие фрезы, но и геометрию — в частности, угол спирали, передний угол, количество канавок и подготовку кромки. Правильное сочетание этой комбинации – вот разница между резаком, который прослужит 200 часов, и тем, который выйдет из строя в первые 20 минут.
Алюминий и цветные сплавы
Алюминий является наиболее часто обрабатываемым материалом на станках VMC в аэрокосмической, автомобильной и общей промышленности. Он мягкий и липкий, что создает свои проблемы: алюминий имеет тенденцию привариваться к режущим кромкам (наросты), что приводит к ухудшению качества обработки и выходу инструмента из строя. Рецепт для алюминия на VMC:
- Концевые фрезы с 2 или 3 зубьями для максимального зазора стружки
- Большой угол спирали (45 градусов или выше) для вытягивания стружки вверх и из реза.
- Полированный твердый сплав без покрытия или твердый сплав с покрытием ZrN/TiB2.
- Высокие скорости шпинделя — алюминий можно резать со скоростью 1000–3000 SFM. на соответствующем оборудовании VMC
- Заливка охлаждающей жидкости или продувка воздухом для удаления стружки
Углеродистые и легированные стали
Сталь является наиболее требовательным распространенным материалом для инструментов VMC. Твердость, склонность к наклепу и абразивность широко варьируются в зависимости от семейства сталей. Общие рекомендации:
- Твердосплавные концевые фрезы с 4 зубьями и выше с покрытием TiAlN или AlTiN
- Угол спирали 30–38 градусов для большинства сталей.
- Сменные твердосплавные торцевые фрезы для наплавки
- Скорость резания обычно 300–800 SFM в зависимости от твердости
- Заливная жидкость с хорошим давлением для эвакуации стружки из карманов
Нержавеющая сталь
Аустенитные нержавеющие стали (304, 316) быстро затвердевают во время механической обработки. Любая пауза в резании позволяет материалу затвердеть в месте покоя инструмента, что приводит к выходу инструмента из строя при повторном запуске. Программы VMC для нержавеющей стали должны обеспечивать непрерывное движение инструмента. Используйте острую, свободную режущую кромку, уменьшайте подачу при входе в резание и поддерживайте постоянную нагрузку стружки. Скорость резания для большинства марок нержавеющей стали должна оставаться ниже 400 SFM. для контроля наклепа.
Титан и суперсплавы
Суперсплавы на основе титана и никеля (Inconel, Hastelloy, Waspaloy) относятся к числу наиболее сложных материалов, обрабатываемых на станках VMC. Они широко используются в аэрокосмической и медицинской промышленности, поэтому в этих отраслях широко распространены 5-осевые вертикальные обрабатывающие центры. Основные требования к инструментам:
- Твердый сплав премиум-класса с мелкозернистой основой для прочности кромки
- Покрытие AlTiN или TiAlN, оптимизированное для высокотемпературного применения.
- Низкая скорость резания — титан обычно 100–250 SFM; Inconel 718 всего 50–120 SFM
- Подача СОЖ под высоким давлением через шпиндель для отвода тепла в зоне резания
- Стратегии трохоидального фрезерования для поддержания низкого радиального контакта и постоянной нагрузки на стружку
Системы инструментальной оснастки и их влияние на производительность фрезы
Фреза работает настолько хорошо, насколько позволяет ее держатель. В вертикальных обрабатывающих центрах держатель инструмента соединяет фрезу со шпинделем станка и напрямую влияет на биение, жесткость, гашение вибрации и, в конечном итоге, на качество поверхности и срок службы инструмента. Это область, в которую многие магазины вкладывают недостаточно средств по сравнению с деньгами, которые они тратят на режущие инструменты премиум-класса.
Цанговые патроны (серия ER)
Цанговые патроны ER являются наиболее широко используемой системой крепления инструмента на станках VMC. ER11, ER16, ER20, ER25, ER32 и ER40 — это стандартные размеры цанг, каждый из которых подходит для различных диаметров хвостовика. Цанги ER обеспечивают разумное биение (обычно От 0,0005 до 0,002 дюйма ППИ на носовой части цанги в зависимости от качества) и хорошей универсальностью, поскольку один корпус патрона подходит для хвостовиков разных размеров с разными цангами.
Ограничением патронов ER является то, что их сила зажима относительно невелика по сравнению с гидравлическими или термозажимными держателями, что делает их менее подходящими для тяжелых черновых проходов или концевых фрез большого диаметра, где риск выдергивания реален.
Термоусадочные держатели
Держатели с термозажимом захватывают хвостовик инструмента за счет теплового воздействия — отверстие держателя немного меньше диаметра хвостовика, и держатель нагревается, чтобы расширить отверстие для вставки, а затем охлаждается для захвата. Результат биение обычно ниже 0,0001 дюйма (2,5 микрона) и чрезвычайно высокая сила зажима с нулевой вероятностью выдергивания. Термопосадка является предпочтительным методом крепления для высокоскоростных применений VMC, инструментов с большим вылетом и любой резки, где точность и баланс имеют решающее значение.
Гидравлические патроны
В гидравлических патронах используются внутренние масляные камеры, которые создают давление при затягивании зажимного винта, равномерно расширяя тонкую стальную втулку вокруг хвостовика инструмента. Они предлагают гашение вибрации, с которым не могут сравниться цанговые и термооправочные держатели , что делает их превосходными для чистовой обработки и обработки тонкостенных материалов, где вибрация является проблемой. Биение сравнимо с биением при термопосадке, обычно менее 0,0002 дюйма.
Фрезерные патроны (фрезерные оправки)
Фрезерные патроны (также называемые механическими фрезерными патронами или плоскими держателями Weldon для инструментов с плоскими хвостовиками) обеспечивают высокий момент зажима для концевых фрез большого диаметра и тяжелых резов. Они менее точны по биению, чем термозажимные или гидравлические варианты, но выдерживают экстремальные силы резания без проскальзывания. Типичным применением является черновая обработка стали концевыми фрезами диаметром 1 дюйм.
Как характеристики вертикального обрабатывающего центра влияют на выбор фрезы
Не все VMC одинаковы, и технические характеристики машины устанавливают жесткие ограничения на то, какие фрезы можно эффективно использовать. Выбор инструмента без учета реальных возможностей станка приводит к снижению производительности и преждевременному износу.
Диапазон скоростей шпинделя
VMC с максимальной скоростью шпинделя 8000 об/мин не может обеспечить необходимую площадь поверхности для эффективной обработки концевых фрез малого диаметра (менее 1/4 дюйма) по алюминию. Концевая фреза диаметром 1/8 дюйма, режущая алюминий со скоростью 1000 SFM, требует скорости шпинделя примерно 30 500 об/мин — намного превосходит возможности многих стандартных VMC. Для этой работы специально разработаны высокоскоростные вертикальные обрабатывающие центры со шпинделями 20 000–40 000 об/мин. При выборе инструмента для VMC всегда рассчитывайте, достижим ли требуемый SFM для материала и диаметра инструмента в пределах диапазона шпинделя станка.
Конус шпинделя и система смены инструмента
Конусность шпинделя определяет, какие хвостовики державок инструмента совместимы. Обычные конусы на вертикальных обрабатывающих центрах включают:
- КАТ40/КАТ50: Наиболее распространен в Северной Америке. CAT40 для большинства VMC, CAT50 для более крупных машин. Простая конструкция с V-образным фланцем.
- БТ40/БТ50: Японский стандарт, аналог CAT, но с симметричной защелкой. Часто встречается на машинах Fanuc и Mazak.
- ХСК (А63, Е63, А100): Полый короткий конус с торцевым контактом. Превосходная жесткость и биение на высоких скоростях. Стандартно для высокоскоростных VMC. Двойной контакт (коническая поверхность) делает его более жестким, чем системы с V-образным фланцем.
- Капто (C5, C6, C8): Система многоугольных конусов Sandvik. Превосходная жесткость и повторяемость для модульных инструментов.
Мощность шпинделя и крутящий момент
Торцевые фрезы большого диаметра требуют значительного крутящего момента шпинделя. Торцевая фреза диаметром 6 дюймов с 8 пластинами, режущая сталь при умеренной подаче, может потребовать Крутящий момент на шпинделе 30–50 футо-фунтов. . VMC мощностью 15 л.с. может создавать такой крутящий момент в среднем диапазоне скоростей, но не на максимальных оборотах, где мощность ниже. Всегда проверяйте кривую крутящего момента станка на соответствие требованиям фрезы перед программированием агрессивных параметров.
Жесткость машины и демпфирование
Более крупные и тяжелые станки VMC лучше справляются с вибрацией, чем более легкие настольные или компактные вертикальные обрабатывающие центры. VMC мостового типа массой 30 000 фунтов может работать на торцевых и черновых концевых фрезах при параметрах, при которых станок коленного типа массой 5 000 фунтов может недопустимо вибрировать. Болтовня — это не просто проблема с финишной отделкой, она разрушает срок службы инструмента. Чтобы понять, когда жесткость станка является ограничивающим фактором по сравнению с параметрами резки, требуется опыт, но очевидными сигналами являются следы вибрации на поверхности заготовки и слышимый высокочастотный шум.
Практическое руководство по выбору фрезы для обычных операций VMC
В следующей таблице приведены наиболее практичные варианты фрез для операций, наиболее часто выполняемых на вертикальных обрабатывающих центрах с типичными материалами.
| Операция | Алюминий | Сталь (HRC <40) | Закаленная сталь (>45 HRC) | Титан/Инконель |
|---|---|---|---|---|
| Торцевое/поверхностное фрезерование | PCD или твердосплавная торцевая фреза | Сменная твердосплавная торцевая фреза (45°) | Пластины CBN или фреза с высокой подачей | Твердосплавная торцевая фреза, низкоскоростная |
| Карманная черновая обработка | 3-зубая твердосплавная концевая фреза | Черновая концевая фреза или 4-зубая концевая фреза | Твердый сплав с 4 канавками с покрытием, легкий DOC | Твёрдый сплав премиум-класса с 4 канавками, трохоидальный |
| Карманная отделка | 2–3-зубые твердосплавные концевые фрезы | 4-зубая твердосплавная концевая фреза, TiAlN | 5–6-зубая твердосплавная концевая фреза | Твердый сплав премиум-класса, минимальный износ |
| 3D-контурная обработка | Сферический носик, 2 канавки | Сферическая головка, 4 канавки, покрытие TiAlN | Сферическая головка, твердосплавный сплав | Сферический носик, твердый сплав премиум-класса |
| Плечо/Профиль | 3-зубая твердосплавная концевая фреза | 4-зубая твердосплавная закругленная головка | 5–6-зубая твердосплавная концевая фреза | Твердый сплав с 4 канавками, низкий осевой DOC |
| Снятие фаски | Твердосплавная фасочная фреза | Твердосплавная фасочная фреза, TiAlN | Твердосплавная фасочная фреза, coated | Твердосплавная фасочная фреза |
| Резьба | Резьбовая фреза или метчик | Резьбовая фреза или метчик с покрытием | Резьбовая фреза (метчик не рекомендуется) | Только резьбовая фреза |
Понимание геометрии фрезы: канавки, спираль и передняя часть
Геометрия фрезы не является произвольной — каждый угол и размер спроектированы так, чтобы контролировать силы резания, образование стружки, нагрев и чистовую обработку. Операторам и программистам, работающим с вертикальными обрабатывающими центрами, понимание этих геометрических переменных помогает объяснить, почему один фрезер работает, а другой выходит из строя в одном и том же приложении.
Количество флейт
Больше канавок означает, что большее количество режущих кромок захватывает материал за один оборот, что обычно обеспечивает более качественную отделку при заданных оборотах и скорости подачи. Однако большее количество канавок также означает меньшие отверстия для стружки — меньше места для отвода стружки от реза. В материалах, из которых образуется крупная, волокнистая стружка (алюминий, некоторые пластмассы), это приводит к слипанию стружки и выходу из строя фрезы. Общее правило:
- 2–3 флейты: Алюминий, пластмассы, мягкие цветные металлы.
- 4 флейты: Сталь, нержавеющая, чугун — общего назначения.
- 5–6 флейт: Получистовая и чистовая обработка стали; лучшая обработка при тех же скоростях подачи
- 7 флейт: Высокоэффективная чистовая обработка стали и закаленных материалов; требуются машины с достаточной жесткостью для эффективного использования
Угол спирали
Угол спирали канавок концевой фрезы влияет на гладкость резания и направление сил резания. Больший угол спирали обеспечивает более эффективное резание и вытягивает стружку вверх из разреза, что полезно при обработке алюминия, где эвакуация стружки имеет решающее значение. Меньший угол спирали более агрессивен, создает более высокие осевые силы и лучше подходит для материалов, которые аккуратно скалываются на мелкие кусочки.
Стандартные углы спирали для концевых фрез вертикальных обрабатывающих центров варьируются от от 30 градусов (обычные работы со сталью) до 45 градусов (алюминий и мягкие материалы) до 55–60 градусов (высокопроизводительные работы с алюминием VMC) . Конструкция с изменяемой спиралью, при которой угол спирали меняется по длине канавки, устраняет гармоники и уменьшает вибрацию — они широко используются при обработке труднообрабатываемых материалов.
Угол наклона
Положительные передние углы создают более острую и свободную режущую кромку, требующую меньшего усилия, что хорошо для мягких материалов и чистовой обработки. Отрицательные передние углы создают более прочную кромку, но требуют большей силы резания и выделяют больше тепла. Большинство твердосплавных концевых фрез используют слегка положительный осевой передний угол и переменный радиальный передний угол. Торцевые фрезы с пластинами позволяют пользователям выбирать геометрию пластины (положительный, отрицательный или нейтральный передний угол) в зависимости от конкретного материала и операции.
Стратегии высокоскоростной обработки и требования к резцам на VMC
Стратегии высокоскоростной обработки (HSM) и высокоэффективного фрезерования (HEM) изменили то, как программируются вертикальные обрабатывающие центры и какие фрезы они используют. Эти подходы, основанные на современном программном обеспечении CAM, таком как Mastercam, Fusion 360, Hypermill и подобных платформах, оптимизируют параметры резания, что значительно увеличивает срок службы инструмента и одновременно увеличивает скорость съема материала.
Трохоидальное фрезерование
Трохоидальное фрезерование перемещает фрезу по дуге окружности при перемещении по траектории, сохраняя очень низким радиальное зацепление (диаметр фрезы, контактирующий с материалом) - обычно 5–15 % диаметра фрезы . Это позволяет использовать всю длину канавки на полную глубину резания, значительно увеличивая скорость съема металла и одновременно контролируя нагрев, позволяя каждой пластине или канавке охлаждаться между резаниями.
Трохоидальные стратегии требуют фрез с прочной, стабильной геометрией — обычно это твердосплавные концевые фрезы с 4 или 5 канавками и угловыми радиусами для дополнительной прочности кромки. Концевые фрезы с большим вылетом, которые при обычной обработке пазов могут вибрировать, часто превосходно работают при трохоидальных проходах, поскольку низкие радиальные силы предотвращают отклонение.
Высокоскоростное фрезерование
При фрезеровании на больших подачах используется специализированная торцевая или концевая фреза с очень малым углом подъема (обычно 10–17 градусов) и небольшая осевая глубина резания — иногда всего лишь Осевая глубина 0,020 дюйма (0,5 мм) — но при подачах в 3–5 раз выше, чем при обычном фрезеровании. Малый угол подъема перенаправляет силы резания в осевом направлении на шпиндель, который является самым жестким направлением на VMC, что значительно снижает вибрацию и обеспечивает высокую производительность даже в менее жестких условиях или при большом вылете инструмента.
Жесткое фрезерование
Твердое фрезерование — обработка закаленной стали (твердостью выше 45 HRC, иногда 60 HRC) непосредственно на VMC — является основной областью применения высокотехнологичных вертикальных обрабатывающих центров в производстве пресс-форм и штампов. Он заменяет электроэрозионную обработку (электроэрозионную обработку) для многих деталей полостей, экономя дни обработки. Твердое фрезерование на VMC требует:
- Концевые фрезы премиум-класса из твердого сплава с субмикронным зерном сферической и квадратной конфигураций.
- Чрезвычайно высокая скорость шпинделя (20 000 об/мин) для поддержания низких температур резания при небольшой толщине стружки
- Минимальная глубина резания — твердое фрезерование обычно представляет собой чистовую обработку с Глубина резания 0,005–0,020 дюйма.
- Высокожесткий держатель инструмента HSK для устранения биения
- Продувка воздухом для удаления стружки (подача СОЖ не всегда используется при твердом фрезеровании из-за риска термического удара)
Создание эффективной стандартной библиотеки инструментов для VMC
Для цехов, в которых используются вертикальные обрабатывающие центры, создание стандартной библиотеки инструментов — определенного набора фрез, которые всегда имеются на складе и предварительно загружены в устройство автоматической смены инструмента станка, — сокращает время наладки, упрощает программирование и снижает затраты на инструмент в расчете на деталь за счет оптовых закупок.
Хорошо организованная стандартная библиотека инструментов для универсального станка VMC, работающего со сталью и алюминием, может включать:
- Торцевая фреза: Сменный наконечник диаметром 3 или 4 дюйма, угол наклона 45 градусов, в адаптере CAT40/BT40/HSK
- Концевые фрезы (квадратные): 1/4", 3/8", 1/2", 5/8", 3/4", 1" — 4-зубая твёрдая пластина TiAlN, для стали
- Концевые фрезы (алюминий): 1/4", 1/2", 3/4" — полированный твёрдый сплав с 3 или 2 канавками
- Шаровые фрезы: 1/8", 1/4", 3/8", 1/2" — твердосплавный, 4-зубой
- Фасочная фреза: Твердый сплав под углом 90 градусов, диаметром 1/2 или 3/4 дюйма
- Точечное сверление: 90 градусов или 120 градусов, для начальных отверстий
- Набор сверл: Обычные размеры от 10 до 1/2 дюйма из твердого сплава или кобальта.
- Резьбовая мельница: Покрытие M6, M8, M10 или 1/4–20, 5/16–18, 3/8–16 обычных размеров.
- Скучная голова: Для прецизионных отверстий диаметром более 3/4 дюйма.
Эта основа охватывает подавляющее большинство функций, встречающихся в общей механической обработке. Специальные инструменты — фрезы для Т-образных пазов, фрезы «ласточкин хвост», формовочные инструменты, граверы — заказываются для каждого задания, а не хранятся на постоянном складе, что обеспечивает разумные затраты на складские запасы и одновременно обеспечивает быстрый доступ к инструментам, которые выполняют большую часть работы.
Отслеживание срока службы инструмента с помощью системы ЧПУ VMC — запись часов резания или расстояния линейной подачи для каждого инструмента — позволяет цехам заменять фрезы заранее до выхода из строя, а не реагировать после того, как сломанный инструмент сломал деталь. Упреждающая замена инструмента обычно снижает процент брака из-за выхода из строя инструмента на 60–80 %. по сравнению с работой инструментов до тех пор, пока они не сломаются.
ПРЕДВАРИТЕЛЬНОV:Каковы 7 основных частей станка с ЧПУ?
СЛЕДУЮЩИЙ:Сколько стоит 5-осевой вертикальный обрабатывающий центр?
СЛЕДУЮЩИЙ:Сколько стоит 5-осевой вертикальный обрабатывающий центр?
Заинтересованы в сотрудничестве или у вас есть вопросы?
Новости
-
-
Что такое станок для резки проволоки с ЧПУ Станок для резки проволоки с ЧПУ представ...
ЧИТАТЬ ДАЛЬШЕ -
Что такое станок с ЧПУ? Полный ответ A станок с ЧПУ ...
ЧИТАТЬ ДАЛЬШЕ -
CNC Equipment Guide What Direction Is the Z Axis on a CNC Machine? On virtually every CNC machine,...
ЧИТАТЬ ДАЛЬШЕ -
Что на самом деле означает производственный дизайн Производственное проектирование —...
ЧИТАТЬ ДАЛЬШЕ -
Что означает обработка? Прямой ответ Механическая обработка — это субтра...
ЧИТАТЬ ДАЛЬШЕ
-
Адрес завода
Китай, провинция Цзянсу, г. Наньтун, промышленный парк посёлка Чжаси (к западу от электростанции «Хуанэн»)
-
Телефон
+86-13615235768
+86-15950816906
-
Факс
+86-513-85632766
-
Электронная почта
pan.director@sunwayer.com
Оставайтесь на связи
Если вы не можете найти ответ на свой вопрос, свяжитесь с нашей дружелюбной командой.
Оставайтесь на связи
Авторское право © Nantong Sunway Science and Technology Development Co., Ltd. Все права защищены.
