

 English
English Español
EspañolЧто такое программирование ЧПУ? Программирование ЧПУ — это процесс написания набора ...
ЧИТАТЬ ДАЛЬШЕ
Что такое вертикальная обработка с ЧПУ? Процесс, преимущества и применение
Контент
- 1 Что такое вертикальная обработка с ЧПУ?
- 2 Как работает вертикальный обрабатывающий центр
- 3 VMC против HMC: ключевые различия
- 4 Общие операции обработки, выполняемые на VMC
- 5 Материалы, подходящие для вертикальной обработки с ЧПУ
- 6 Типы вертикальных обрабатывающих центров
- 7 Преимущества вертикальной обработки с ЧПУ
- 7.1 Высокая точность размеров и повторяемость
- 7.2 Меньшее время наладки по сравнению с традиционной обработкой
- 7.3 Возможность выполнения нескольких операций в одной установке
- 7.4 Простота эксплуатации и обзорность
- 7.5 Компактная площадь пола
- 7.6 Экономическая эффективность для малых и средних объемов
- 8 Ограничения, которые следует учитывать
- 9 Отрасли и приложения, в которых используются вертикальные обрабатывающие центры
- 10 Выбор подходящего VMC: ключевые характеристики для оценки
- 11 Вертикальная обработка и автоматизация с ЧПУ
- 12 Допуски и качество поверхности, достижимые на VMC
- 13 Роль CAD/CAM в вертикальной обработке с ЧПУ
Что такое вертикальная обработка с ЧПУ?
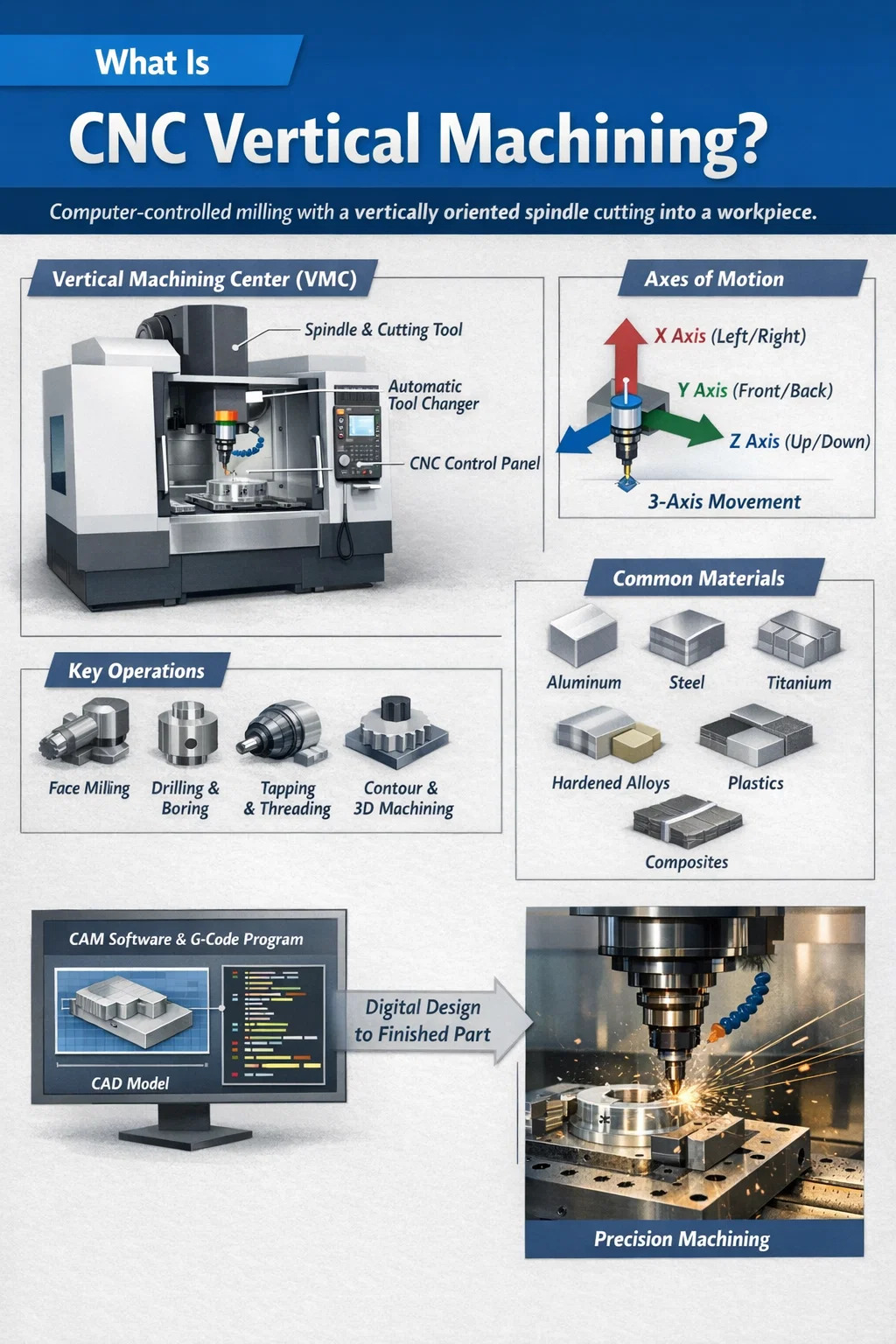
Вертикальная обработка с ЧПУ — это субтрактивный производственный процесс, в котором станок с числовым программным управлением использует вертикально ориентированный шпиндель для перемещения вращающихся режущих инструментов вниз к заготовке, неподвижно удерживаемой на горизонтальном столе. Машина считывает цифровую программу — обычно G-код — и преобразует эти инструкции в точные, повторяемые движения по нескольким осям, удаляя материал для получения желаемой формы, элемента или качества поверхности.
Термин «вертикальный» относится к ориентации оси шпинделя, которая проходит перпендикулярно земле. Это отличает процесс от горизонтальной обработки, при которой шпиндель расположен параллельно полу. Вертикальное расположение облегчает операторам загрузку и проверку заготовок, а также хорошо подходит для плоских или призматических деталей, которые выигрывают от сил резания сверху вниз, плотно прижимающих деталь к столу.
Вертикальные обрабатывающие центры (ВМК) являются ли машины сердцем этого процесса. VMC объединяет автоматическое устройство смены инструмента, систему подачи СОЖ, корпус и систему управления ЧПУ в один блок. Современные VMC обычно достигают точности позиционирования ±0,005 мм (±0,0002 дюйма) и может обрабатывать поверхности сложной формы, глубокие карманы, прецизионные отверстия и резьбовые элементы без многократного перемещения заготовки.
От аэрокосмической и автомобильной промышленности до производства медицинского оборудования и бытовой электроники полагаются на вертикальную обработку с ЧПУ, поскольку она сочетает в себе скорость, повторяемость и геометрическую гибкость при компактных размерах, которые подходят для большинства производственных сред.
Как работает вертикальный обрабатывающий центр
Понимание механизма, лежащего в основе VMC, помогает понять, почему этот процесс обеспечивает такие стабильные результаты как при крупносерийном производстве, так и при разовых работах по изготовлению прототипов.
Шпиндель и режущий инструмент
Шпиндель — это вращающийся узел, который захватывает и приводит в движение режущий инструмент. В VMC он направлен прямо вниз. Скорость шпинделя обычно варьируется от От 50 до 24 000 об/мин в зависимости от конструкции станка и разрезаемого материала. Высокоскоростные шпиндели со скоростью более 15 000 об/мин обычно используются при обработке алюминия, тогда как более низкие скорости и более высокий крутящий момент используются для нержавеющей стали или титана. Конус шпинделя — обычно BT30, BT40, HSK-A63 или CAT40 — определяет интерфейс крепления инструмента и влияет на жесткость.
Оси движения
Стандартный VMC работает по трем линейным осям:
- ось X — перемещение стола или шпиндельной бабки слева направо
- ось Y - движение вперед-назад
- ось Z — движение шпинделя вверх-вниз.
В 4- и 5-осевые VMC добавляются оси вращения — обычно вращающаяся ось A (наклон вокруг X) и ось B или C (вращение вокруг Y или Z). Одновременная пятиосная обработка позволяет режущему инструменту приближаться к заготовке практически под любым углом за одну установку, что критически важно для лопаток турбин, ортопедических имплантатов и форм сложной геометрии.
Автоматический сменщик инструмента (АТС)
Большинство VMC переносят между 20 и 60 инструментов в журнале-карусели или цепочке. Когда программа ЧПУ требует новый инструмент, ATC заменяет его обычно в течение 2–5 секунд, позволяя станку сверлить, фрезеровать, растачивать, нарезать резьбу и развертывать без вмешательства оператора между операциями. Высокопроизводительные станки для сложных деталей аэрокосмической отрасли могут вмещать более 120 инструментов.
Система управления ЧПУ
Контроллер — распространенные бренды включают Fanuc, Siemens Sinumerik, Heidenhain и Mitsubishi — интерпретирует программу G-кода и координирует движения серводвигателя с точностью до микросекунды. Современные контроллеры поддерживают такие функции, как управление сроком службы инструмента, адаптивное управление скоростью подачи, измерение в процессе обработки и беспроводное подключение DNC (прямое числовое управление) к заводским сетям. Программное обеспечение CAM (автоматизированное производство) генерирует G-код на основе 3D-модели CAD, преобразуя замысел проекта непосредственно в движение машины.
Крепление и крепление
Детали крепятся к столу с помощью тисков, зажимов, модульных систем крепления, вакуумных патронов или специальных приспособлений, изготовленных по индивидуальному заказу. Правильное удержание рабочего места имеет решающее значение: даже сдвиг 0,02 мм в приспособлении под действием сил резания прецизионная деталь может выйти за пределы допуска. Системы зажима с нулевой точкой от таких производителей, как Schunk и Erowa, позволяют заменять детали на поддонах менее чем за 30 секунд с повторяемостью менее 0,005 мм, что обеспечивает автоматизацию без отключения света.
VMC против HMC: ключевые различия
Вертикальные обрабатывающие центры и горизонтальные обрабатывающие центры (HMC) имеют одинаковую основу с ЧПУ, но различаются ориентацией шпинделя, эвакуацией стружки и оптимальными вариантами использования. В таблице ниже приведены наиболее важные различия для покупателей и планировщиков процессов.
| Критерий | Вертикальный обрабатывающий центр (VMC) | Горизонтальный обрабатывающий центр (HMC) |
|---|---|---|
| Ориентация шпинделя | Вертикально (Z указывает вниз) | Горизонтально (Z указывает вбок) |
| Эвакуация стружки | Частично скапливается стружка; необходима промывка охлаждающей жидкости | Чипсы отваливаются под действием силы тяжести — превосходно |
| Идеальный тип заготовки | Плоские, призматические детали средней сложности. | Кубообразные, тяжелые, многогранные детали. |
| Площадь машины | Компактный — подходит для небольших магазинов | Больше — требует больше места на полу |
| Стоимость покупки (типичный начальный уровень) | 50 000–200 000 долларов США | 150 000–600 000 долларов США |
| Видимость оператора | Отлично — хорошо видно зону резки | Limited — закрытая шпиндельная головка |
| Автоматизация поддонов | Доступно, но менее распространено на начальном уровне. | Стандартно для большинства HMC |
Для большинства мастерских и контрактных производителей, производящих детали с элементами преимущественно на одной стороне, VMC обеспечивает наилучший баланс возможностей, стоимости и простоты использования. HMC становятся более экономичными при производстве больших объемов сложных четырехсторонних деталей, где сокращение времени наладки оправдывает более высокие капитальные вложения.
Общие операции обработки, выполняемые на VMC
Вертикальные обрабатывающие центры не являются специализированными станками. Поскольку в инструментальном магазине могут храниться десятки различных режущих инструментов, одна программа может объединить несколько операций в один непрерывный цикл.
Торцевое и периферийное фрезерование
При торцевом фрезеровании используются пластинчатые фрезы большого диаметра для быстрого выравнивания поверхностей и достижения низких значений шероховатости — обычно Ra 0,8–3,2 мкм — за один проход. Периферийное фрезерование (боковое фрезерование) позволяет получить вертикальные стенки, ступени и профили за счет задействования боковых канавок концевой фрезы. Вместе эти две операции составляют основу большинства программ призматической детали.
Сверление и растачивание
Спиральные сверла, точечные сверла и твердосплавные лопастные сверла позволяют получить круглые отверстия. Отверстия с допусками, которые должны соответствовать требованиям H7 или более плотной посадке, затем обрабатываются расточной головкой, которая может достигать диаметров с точностью до ±0,005 мм . Высокоточные отверстия для седел подшипников, корпусов клапанов и гидравлических коллекторов выполняются с помощью одноточечных расточных инструментов, подаваемых с медленной и контролируемой скоростью.
Нарезание резьбы и фрезерование резьбы
Жесткое нарезание резьбы синхронизирует вращение шпинделя с подачей по оси Z для нарезания внутренней резьбы. Фрезерование резьбы, при котором многозубая резьбовая фреза отслеживает винтовую траекторию, дает преимущество изготовления резьбы любого диаметра с помощью одного инструмента и позволяет регулировать глубину резьбы и класс посадки в программе CAM без замены инструментов. Это особенно полезно для резьбы большого диаметра или резьбы из твердых материалов, поломка метчика может оказаться дорогостоящей.
Контурное фрезерование и 3D-обработка поверхностей
Сферические концевые фрезы отслеживают контурные траектории инструмента для создания изогнутых поверхностей, скруглений и органических форм. Программное обеспечение CAM рассчитывает тысячи близко расположенных проходов — значения шага 0,1–0,5 мм распространены при чистовых проходах — для создания гладкой поверхности. Полости литьевых форм, литые инструменты и ортопедические костные имплантаты являются примерами того, где 3D-обработка поверхностей на VMC незаменима.
Гравировка и карманирование
Концевые фрезы малого диаметра и гравировальные инструменты позволяют изготавливать номера деталей, логотипы, элементы выравнивания и сложные внутренние карманы. Траектории трохоидального фрезерования, при которых фреза движется по дуге окружности при движении, уменьшают силы резания и обеспечивают более высокие скорости подачи при обработке глубоких карманов, сокращая время цикла на 30–50% по сравнению с обычными прямолинейными проходами по твердым материалам.
Материалы, подходящие для вертикальной обработки с ЧПУ
VMC могут резать практически любой конструкционный материал при условии, что скорость шпинделя, скорость подачи, глубина резания и инструмент выбраны правильно. Следующие материалы представляют собой наиболее распространенные детали, обрабатываемые на вертикальных обрабатывающих центрах.
- Алюминиевые сплавы (6061, 7075, 2024): Наиболее часто обрабатываемый металл на ВМК. Алюминий быстро режется на высоких скоростях шпинделя, образует длинную стружку и хорошо реагирует на заливку СОЖ. Типичная скорость резания на чистовых проходах превышает 500 м/мин.
- Сталь (мягкая, инструментальная, нержавеющая): Требуются более низкие скорости резания, более высокий крутящий момент и часто твердосплавные или металлокерамические инструменты с покрытием. Нержавеющая сталь 304 известна своей закалкой, требует острых инструментов и постоянной нагрузки стружкой, чтобы избежать трения.
- Титан (Ti-6Al-4V): Низкая теплопроводность означает, что тепло концентрируется на режущей кромке. В программах VMC для титана используются консервативные глубины резания, подача СОЖ под высоким давлением, направленная точно в зону резания, и твердосплавные концевые фрезы с высококачественным покрытием.
- Закаленные инструментальные стали и инконель: Требуются пластины из CBN (кубического нитрида бора) или высокопроизводительные твердые сплавы. Скорость резания может составлять всего 20–50 м/мин, но возможность обрабатывать детали до почти чистой формы, а затем жестко фрезеровать их на одном и том же VMC, исключает отдельные операции шлифования.
- Конструкционные пластики (делрин, PEEK, нейлон, UHMW-PE): Низкие силы резания обеспечивают высокую скорость подачи. Острые инструменты и минимальное количество охлаждающей жидкости (часто предпочтительнее использовать сжатый воздух) предотвращают плавление и наросты на кромке. Распространен в производстве медицинского оборудования и оборудования для пищевой промышленности.
- Углеродное волокно и композиты: Абразивный, склонен к расслоению и образует опасную пыль, требующую надлежащего удаления. Фрезы с алмазным напылением и шпиндели VMC со скоростью вращения 18 000 об/мин предпочтительны для компонентов из углепластика, используемых в аэрокосмической отрасли и спортивных товарах.
Типы вертикальных обрабатывающих центров
Не все VMC настроены одинаково. Производители машин предлагают широкий спектр архитектур для удовлетворения различных размеров деталей, объемов производства и требований к точности.
Коленный тип VMC
Старая конструкция, в которой стол опирается на регулируемое по вертикали колено. Распространен в инструментальных цехах и образовательных учреждениях, но ему не хватает жесткости и скорости конструкций с фиксированной колонной для производственных работ. Перемещение стола ограничено, а колено обеспечивает податливость при больших силах резания.
VMC с фиксированной колонной (мост)
Наиболее распространенная конструкция в производственных средах. Колонна закреплена на базовой отливке, а шпиндельная головка перемещается по осям X, Y и Z. Размеры столов от От 500 мм × 400 мм до 2500 мм × 700 мм охватывают большинство авиакосмических рам, корпусов автомобильных трансмиссий и пресс-форм, встречающихся в промышленности.
Двухколонный (портальный) VMC
Две колонны поддерживают стол и поддерживают поперечину, по которой перемещается шпиндельная бабка. Такое расположение обеспечивает исключительную жесткость при обработке очень больших и тяжелых заготовок. Портальные VMC используются для обработки структурных панелей самолетов - некоторые машины обрабатывают заготовки. длиной более 5 метров — и крупные компоненты для производства электроэнергии.
5-осевой VMC
Добавляет к стандартным трем линейным осям наклонно-поворотный стол или поворотную шпиндельную головку. Дополнительные степени свободы позволяют вырезать подрезы, сложные углы и сложные поверхности произвольной формы без повторной фиксации. Пятиосные VMC теперь являются стандартом в сфере субподряда в аэрокосмической отрасли и производстве медицинских имплантатов. Пятиосевые станки начального уровня от таких брендов, как Haas, DMG Mori, Mazak и Okuma, начинаются примерно с 200 000–350 000 долларов США .
Микро-ВМК
Предназначен для миниатюрных компонентов в секторах часов, электроники и медицинских микроприборов. Микро-VMC запускают шпиндели на 50 000–100 000 об/мин концевыми фрезами микродиаметра всего 0,1 мм. Термическая стабильность конструкции машины имеет первостепенное значение в этом масштабе, и многие микро-VMC включают в себя активные системы термокомпенсации.
Преимущества вертикальной обработки с ЧПУ
Широкое распространение вертикальных обрабатывающих центров в различных отраслях промышленности не случайно. Этот процесс предлагает хорошо зарекомендовавшую себя комбинацию практических преимуществ, которые делают его выбором по умолчанию для широкого спектра прецизионных компонентов.
Высокая точность размеров и повторяемость
Шарико-винтовые приводы с линейными энкодерами позволяют современным VMC позиционировать оси с точностью до ±0,001 мм , а некоторые высокоточные машины достигают субмикронной повторяемости. Как только программа будет проверена, станок сможет воспроизводить одну и ту же геометрию детали в течение тысяч циклов со статистически идентичными результатами — необходимое условие для взаимозаменяемых сборок в автомобильном и аэрокосмическом производстве.
Меньшее время наладки по сравнению с традиционной обработкой
Поскольку программа ЧПУ сохраняет все коррекции инструмента, скорости подачи и скорости шпинделя, повторные настройки для одной и той же детали требуют только загрузки приспособления и вызова программы. Установка, которая могла бы занять у квалифицированного ручного станка четыре часа, может быть сокращена до 15–30 минут на VMC с проверенным приспособлением и программой.
Возможность выполнения нескольких операций в одной установке
Сочетание автоматического устройства смены инструмента и жесткого крепления означает, что сверление, фрезерование, нарезание резьбы, растачивание и гравировка могут выполняться последовательно, без перемещения детали. Устранение межоперационного переноса устраняет ошибки смещения исходных данных, которые накапливаются при перемещении деталей между станками, и значительно сокращает время очереди незавершенного производства.
Простота эксплуатации и обзорность
Вертикальная ориентация шпинделя дает операторам прямой обзор зоны резания через окно машины. Загрузка плоских или блочных заготовок на горизонтальный стол интуитивно понятна и не требует подъема сверху или специальных приспособлений для простого ориентирования детали. Такая видимость также упрощает измерение в процессе производства и проверку первого изделия.
Компактная площадь пола
Стандартный производственный VMC со столом размером 762 × 406 мм обычно занимает площадь примерно 2,5 м × 2,0 м , что делает возможным установку нескольких машин в магазине небольшой площади. Это преимущество плотности поддерживает схемы сотового производства, при которых один оператор одновременно управляет двумя или тремя VMC.
Экономическая эффективность для малых и средних объемов
VMC представляют собой точку входа с наименьшими капиталовложениями в прецизионную обработку на станках с ЧПУ. Функциональную трехосную VMC от Haas Automation, Fanuc Robodrill или Brother можно приобрести новой за 50 000–130 000 долларов США , что составляет лишь небольшую часть стоимости сопоставимого HMC или обрабатывающего модуля с несколькими паллетами. Для мастерских, производящих партии от 1 до 500 деталей, такая структура затрат является весьма конкурентоспособной.
Ограничения, которые следует учитывать
Ни один процесс обработки не является оптимальным для каждого применения. Вертикальная обработка с ЧПУ имеет определенные ограничения, которые инженеры и покупатели должны честно взвесить.
- Накопление стружки на детали: Гравитация притягивает стружку вниз на заготовку, где она может быть перерезана, поцарапать готовую поверхность или помешать зондированию. Подача СОЖ под высоким давлением через шпиндель и продуманное расположение сопел СОЖ смягчают эту проблему, но удаление стружки требует большего внимания, чем на горизонтальных станках.
- Ограниченный доступ к боковым и нижним функциям: Без поворотных осей стандартный 3-осевой VMC может вырезать элементы только на верхней грани заготовки за один установ. Детали, требующие обработки с четырех или пяти сторон, необходимо перемещать, что увеличивает время наладки и приводит к потенциальным ошибкам исходных данных при каждом перевороте.
- Проблемы с длинным вылетом и глубоким карманом: Высокие тонкие детали и глубокие карманы вынуждают использовать инструменты с большой досягаемостью, которые отклоняются под действием сил резания, снижая точность и ограничивая достижимую скорость подачи. Соотношения сторон, превышающие 6:1 (глубина к диаметру), трудно обеспечить жесткими допусками на VMC.
- Термический рост: Нагрев шпинделя и изменения температуры окружающей среды вызывают измеримый размерный сдвиг в течение смены. Высокопроизводительные VMC включают в себя алгоритмы термокомпенсации, но бюджетным машинам могут потребоваться циклы прогрева и периодическое повторное тестирование для поддержания жестких допусков при длительных производственных циклах.
- Меньшая производительность для объемных кубических деталей: Когда компоненту необходимо обработать четыре или пять граней, HMC с устройством смены паллет может выполнить больше деталей за смену, поскольку система паллет загружает новую деталь, пока предыдущая еще разрезается. При объемах, превышающих примерно 10 000 идентичных кубических частей в год, экономика HMC часто превосходит экономику VMC.
Отрасли и приложения, в которых используются вертикальные обрабатывающие центры
Гибкость вертикальной обработки с ЧПУ сделала VMC незаменимыми в секторах, где требуется точность, разнообразие материалов и возможность экономичного производства в малых и средних объемах.
Аэрокосмическая и оборонная промышленность
Конструктивные кронштейны, корпуса авионики, коллекторы топливной системы и компоненты шасси обычно производятся на ВМК. Допуски в аэрокосмической отрасли требовательны — позиционные допуски ±0,025 мм или выше, чистота поверхности Ra ниже 0,8 мкм, а также полные отчеты о размерах каждой детали являются нормой. Пятиосевые VMC вытеснили специализированное оборудование конвейерных линий во многих цепочках поставок аэрокосмической отрасли, поскольку они могут обрабатывать сложную геометрию без специального инструмента для каждой детали.
Автомобильная промышленность
Прототипы и мелкосерийные автомобильные детали — блоки двигателей, головки цилиндров, корпуса трансмиссии, кулаки подвески — обрабатываются на станках VMC на этапах разработки, а затем передаются на специализированные линии обработки для массового производства. Программы электромобилей стимулируют спрос на механически обработанные корпуса аккумуляторов, пластины теплообменников и корпуса двигателей, большинство из которых изготовлены из алюминия и хорошо подходят для обработки VMC.
Производство медицинского оборудования и имплантатов
Ортопедические имплантаты (коленные большеберцовые лотки, бедренные компоненты, спинальные клетки), хирургические инструменты и корпуса диагностических устройств требуют биосовместимых материалов, превосходной обработки поверхности и жестких допусков. Пятиосевые станки VMC обрабатывают титановые и кобальт-хромовые имплантаты для ИСО 13485 Требования к системе качества с полной отслеживаемостью от сырья до готовой детали.
Оснастка и изготовление пресс-форм
Полости пресс-форм, инструменты для литья под давлением, выдувные формы и штампы почти всегда подвергаются черновой и чистовой обработке на VMC. Высокоскоростные станки VMC со скоростью вращения шпинделя выше 20 000 об/мин позволяют обрабатывать закаленную инструментальную сталь P20 или H13 со скоростью 50–60 руб. , исключая операции электроэрозионной обработки для многих деталей полостей и значительно сокращая время изготовления пресс-форм.
Электроника и полупроводниковое оборудование
Корпуса пластинчатых патронов, вакуумные коллекторы, радиаторы и корпуса для контрольно-измерительного оборудования изготавливаются на станках VMC из алюминия, меди и специальных пластиков. Стремление электронной промышленности к миниатюризации увеличивает спрос на микро-VMC и высокоскоростные шпиндели, способные обрабатывать элементы размером в десятки микрон.
Энергетика и нефть и газ
Корпуса клапанов, коллекторы регулирования расхода, корпуса насосов и фланцевые детали для нефтегазовой промышленности изготавливаются на крупнослойных ВМК из нержавеющей стали и дуплексных сплавов. Отрасль требует полной сертификации материалов, протоколов испытаний под давлением и, во многих случаях, независимой инспекции неразрушающего контроля, и все это интегрируется в рабочие процессы управления качеством наряду с производственными данными VMC.
Выбор подходящего VMC: ключевые характеристики для оценки
Выбор вертикального обрабатывающего центра — это капиталовложение, которое должно соответствовать конкретным деталям, которые вы планируете производить. Сравнение машин по следующим параметрам систематически сузит поле поиска.
| Спецификация | Типичный диапазон | Почему это важно |
|---|---|---|
| Размер стола (ход X × Y) | От 400×300 мм до 2500×700 мм | Определяет максимальный размер заготовки |
| ось Z travel | 300–800 мм | Ограничивает максимальную высоту заготовки плюс высоту крепления. |
| Скорость шпинделя | 4000–24000 об/мин | Для инструментов из алюминия и инструментов малого диаметра необходимы более высокие скорости. |
| Мощность шпинделя | 7–37 кВт | Определяет скорость съема металла при тяжелых резах. |
| Скорость быстрого перемещения | 24–60 м/мин | Влияет на время цикла обработки деталей с большим количеством перемещений. |
| Емкость инструментального магазина | 16–120 инструментов | Магазины большего размера сокращают перерывы в смене инструмента в сложных программах. |
| Точность позиционирования | ±0,002–±0,010 мм | Непосредственно ограничивает самые жесткие допуски, которые может выдержать машина. |
| Давление охлаждающей жидкости | 20–80 бар (сквозной шпиндель) | Высокое давление необходимо для глубокого сверления и работы с трудными материалами. |
Помимо спецификаций, оцените сервисную сеть производителя (среднее время ремонта имеет решающее значение для непрерывности производства), наличие интеграции программного обеспечения (ERP, DNC, MES) и простоту программирования конкретного устройства управления с ЧПУ. Машина от бренда с сильной технической поддержкой местных приложений часто превосходит технически превосходящую машину от бренда с плохим региональным сервисным обслуживанием.
Вертикальная обработка и автоматизация с ЧПУ
VMC все чаще интегрируются в автоматизированные ячейки, которые продлевают их продуктивное время за пределами стандартных смен. Широко используются несколько архитектур автоматизации.
Роботизированная загрузка деталей
Шестиосный коллаборативный или промышленный робот, расположенный рядом с VMC, берет сырье из входного лотка, помещает его в тиски машины и извлекает готовую деталь на выходной конвейер. Коллаборативные роботы (коботы) от Universal Robots, FANUC и KUKA позволяют интегрировать без защитного ограждения во многие конфигурации, а сроки окупаемости составляют 12–18 месяцев достижимы для клеток, содержащих повторяющиеся части большого объема.
Системы пула поддонов
В пулах поддонов (Systems 3R, Erowa, Schunk) хранятся несколько предварительно закрепленных заготовок. Кран-штабелер или робот извлекает поддоны из бассейна и загружает их в систему зажима с нулевой точкой VMC. Затем машина может работать без присмотра всю ночь, выполняя десятки различных программ обработки детали из очереди, при этом программа для каждого поддона автоматически вызывается с помощью RFID-чипа или штрих-кода. Этот подход распространен в литейных цехах и мастерских, где выполняются смешанные и средние объемы работ.
Внутритехнологическое зондирование и интеграция SPC
Встроенные в станок измерительные системы (Renishaw, Heidenhain) измеряют важные параметры между операциями, автоматически обновляя коррекции инструмента для компенсации износа. Программное обеспечение статистического управления процессом (SPC), подключенное к контроллеру VMC, регистрирует данные измерений в режиме реального времени, предупреждая операторов, когда тенденция приближается к границе допуска, прежде чем будут произведены детали, выходящие за пределы допуска. Этот подход с замкнутым контуром снижает процент брака до уровня ниже 0,5% в хорошо управляемых клетках.
Допуски и качество поверхности, достижимые на VMC
Практический вопрос для инженеров, проектирующих детали, заключается в том, какие классы допусков и чистоту поверхности можно надежно поддерживать на серийном VMC. Ответ зависит от качества станка, оснастки, крепления и материала, но следующие критерии применимы к хорошо обслуживаемым производственным вертикальным обрабатывающим центрам.
- Линейные размеры: ±0,025 мм (±0.001 in) is achievable on most production VMCs without special measures. High-precision VMCs with linear glass scales and thermal compensation can hold ±0.005 mm or better.
- Допуски на отверстие: Посадка H7 (±0,010–0,025 мм в зависимости от диаметра) осуществляется обычным способом с использованием твердосплавных расточных головок. Посадка H6 требует тщательного регулирования температуры и достижима на прецизионных VMC.
- Чистота поверхности — фрезерованные поверхности: Ra 1,6–3,2 мкм при стандартном производственном фрезеровании, Ra 0,4–0,8 мкм с острыми концевыми фрезами и легкими проходами, Ra 0,2 мкм или лучше с алмазной обработкой алюминия.
- Плоскостность и параллельность: 0,01–0,02 мм на пролете 300 мм на качественных VMC с использованием операций резки на лету.
- Качество резьбы: Резьбу класса 6Н (стандарт для общетехнических резьб) легко получить путем жесткого нарезания резьбы. Фрезерование резьбы позволяет создавать резьбу класса 4H из твердых или экзотических материалов, где поломка метчика делает жесткое нарезание резьбы нецелесообразным.
Если требуются более жесткие допуски, чем указано выше, операции VMC могут сопровождаться круглым шлифованием, хонингованием, притиркой или электроэрозионной обработкой. VMC по-прежнему обеспечивает большую часть удаления материала и геометрической обработки, оставляя лишь небольшой припуск для чистовой обработки, что максимизирует общую эффективность.
Роль CAD/CAM в вертикальной обработке с ЧПУ
Современная вертикальная обработка с ЧПУ неотделима от программного обеспечения CAD/CAM. Процесс начинается в тот момент, когда дизайнер создает 3D-модель в таком программном обеспечении, как SolidWorks, CATIA, Siemens NX или Autodesk Inventor. Затем эта модель импортируется в пакет CAM — Mastercam, Hypermill, Fusion 360, Siemens NX CAM или аналогичный — где программист определяет ориентацию зажима, выбирает инструменты из цифровой библиотеки, назначает траектории движения инструмента для каждого элемента и моделирует результат для проверки столкновений и удаления материала.
CAM-моделирование фиксирует ошибки строжки, столкновения держателя с приспособлением и чрезмерное отклонение инструмента еще до того, как будет нарезан металл, что значительно снижает количество отказов первого изделия. Постпроцессоры преобразуют выходные данные CAM в машинный G-код. Хорошо настроенный постпроцессор для конкретной комбинации VMC и управления практически полностью исключает ручное редактирование G-кода, уменьшая количество ошибок программирования и сокращая время настройки.
Расширенные стратегии CAM, такие как высокопроизводительное фрезерование (HEM) — также продается как динамическое фрезерование, трохоидальное фрезерование или VoluMill — максимизирует зацепление инструмента и скорость съема материала, сохраняя при этом постоянные силы резания, продлевая срок службы инструмента за счет 2–5 раз по сравнению с обычными траекториями инструмента. Для цеха, ежегодно потребляющего инструменты на сумму 50 000 долларов США, внедрение стратегий HEM во всех программах VMC может снизить эти затраты до 10 000–25 000 долларов США без покупки ни одного нового станка.
ПРЕДВАРИТЕЛЬНОV:Как еще называют вертикальный фрезерный станок? Руководство по ВМК
СЛЕДУЮЩИЙ:Какой инструмент используется при вертикальном фрезеровании? Полное руководство
СЛЕДУЮЩИЙ:Какой инструмент используется при вертикальном фрезеровании? Полное руководство
Заинтересованы в сотрудничестве или у вас есть вопросы?
Новости
-
-
Что такое станок для резки проволоки с ЧПУ Станок для резки проволоки с ЧПУ представ...
ЧИТАТЬ ДАЛЬШЕ -
Что такое станок с ЧПУ? Полный ответ A станок с ЧПУ ...
ЧИТАТЬ ДАЛЬШЕ -
CNC Equipment Guide What Direction Is the Z Axis on a CNC Machine? On virtually every CNC machine,...
ЧИТАТЬ ДАЛЬШЕ -
Что на самом деле означает производственный дизайн Производственное проектирование —...
ЧИТАТЬ ДАЛЬШЕ -
Что означает обработка? Прямой ответ Механическая обработка — это субтра...
ЧИТАТЬ ДАЛЬШЕ
-
Адрес завода
Китай, провинция Цзянсу, г. Наньтун, промышленный парк посёлка Чжаси (к западу от электростанции «Хуанэн»)
-
Телефон
+86-13615235768
+86-15950816906
-
Факс
+86-513-85632766
-
Электронная почта
pan.director@sunwayer.com
Оставайтесь на связи
Если вы не можете найти ответ на свой вопрос, свяжитесь с нашей дружелюбной командой.
Оставайтесь на связи
Авторское право © Nantong Sunway Science and Technology Development Co., Ltd. Все права защищены.
